 العربيةالعربية
العربيةالعربية
تصفح الكمية:0 الكاتب:محرر الموقع نشر الوقت: 2026-05-18 المنشأ:محرر الموقع








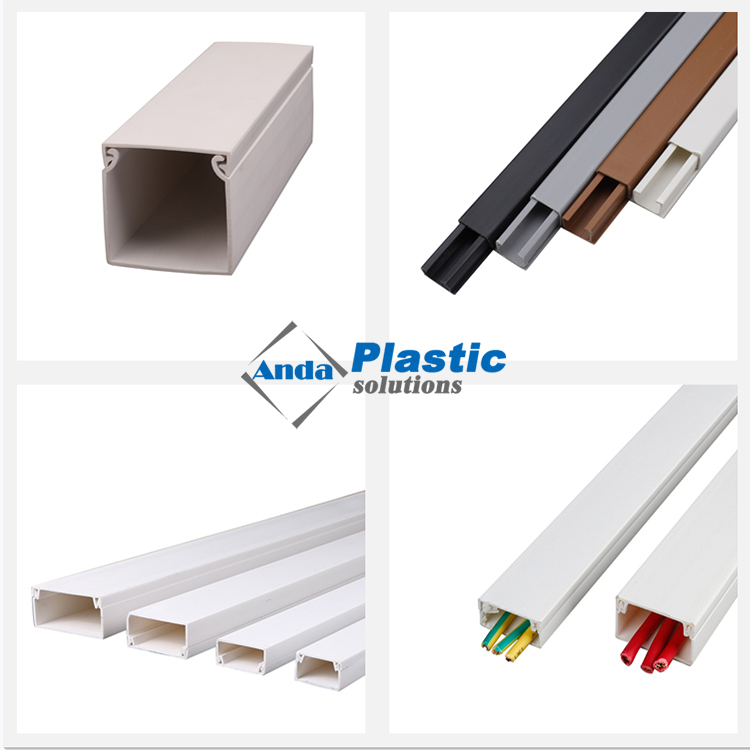
تعتبر أنظمة بثق PVC التقليدية فعالة للغاية في إنتاج المقاطع الوظيفية والهيكلية، لكن التطبيقات الزخرفية تتطلب مستوى مختلفًا من دقة التصنيع. تتطلب الأسواق المعمارية والداخلية اليوم أبعادًا متسقة وجودة أسطح محسنة وتشطيبات تحاكي المواد الطبيعية بواقعية أكبر. لتلبية هذه التوقعات، يعتمد المصنعون بشكل متزايد على آلات التشكيل الجانبي الزخرفي PVC - وهي خطوط بثق متخصصة مصممة ليس فقط لتشكيل التشكيلات ولكن أيضًا لتحسين السطح والتشطيب المتكامل. من خلال الجمع بين أداء البثق المستقر وتقنيات الديكور النهائية، تتيح هذه الأنظمة إنتاج أشكال زخرفية ذات حبيبات خشبية وحجرية وعالية اللمعان وغيرها من الأشكال الزخرفية ذات القيمة المضافة.
في هذا الدليل، نركز على الاعتبارات الفنية وراء إنتاج المقاطع الزخرفية PVC. سوف تتعلم كيف تؤثر بنية الآلة على استقرار الأبعاد، وكيف تؤثر تركيبات PVC المختلفة على أداء المعالجة، وكيف يتم دمج وحدات الديكور في خط الإنتاج، وما هي عوامل تقييم المعدات الأكثر أهمية عند اختيار حل للتصنيع التجاري.

يتكون الخط الكامل من خلط المواد، والبثق المزدوج اللولبي المخروطي، ومعايرة القالب الدقيقة، والديكور النهائي (التصفيح أو الطباعة).
يجب أن تتطابق تعدين أسطوانة الطارد مع صيغتك؛ تتطلب وصفات كربونات الكالسيوم العالية (CaCO3) ترقية الفولاذ SKD فوق المعيار 38CrMoAlA لمنع التآكل السريع.
تستخدم تصميمات رأس القالب المتقدمة "مناطق ما قبل الأرض" لتقليل تضخم القالب، مما يضمن التفاوتات الصارمة المطلوبة للألواح الزخرفية المتشابكة.
يتراوح إجمالي النفقات الرأسمالية من 30,000 دولار أمريكي إلى 100,000 دولار أمريكي + اعتمادًا على السعة المستهدفة (80 كجم/ساعة إلى 1000 كجم/ساعة) ومتطلبات البثق المشترك المتخصصة.
الأجهزة تترجم مباشرة إلى جودة المنتج. كما أنه يحدد أيضًا استقرار العملية بشكل عام. يجب أن تفهم كل مكون لتحسين الإنتاج.
التغذية المتسقة تمنع تدهور المواد. إنها تحافظ على إنتاجك موحدًا. ونعتمد على آليات محددة لتحقيق هذا التوازن.
اللوادر اللولبية من النوع DTC: تتميز هذه الوحدات بمفاتيح محدودة. أنها تضمن تسليم المواد بشكل متسق. تمنع المفاتيح التغذية الفائضة تلقائيًا.
أنظمة تفريغ الفراغ: الرطوبة تدمر جماليات السطح. تقوم مضخات التفريغ باستخراج الرطوبة من المواد الخام بشكل مستمر. يمنع هذا الاستخراج ظهور فقاعات على السطح في ملفك الزخرفي النهائي.
ألواح الكسارة وحزم الشاشة: تقوم هذه المكونات بتصفية الشوائب المادية. كما أنها تؤدي دورًا حاسمًا في ديناميكيات السوائل. إنها تقضي على 'ذاكرة الدوران اللولبية'. ويضمن هذا التصحيح تدفق ذوبان موحد قبل القالب.
يقوم رأس القالب بتشكيل البلاستيك المنصهر. إنه يملي هندسة ملفك الشخصي النهائي. الهندسة المتقدمة هنا تفصل بين الآلات القياسية والآلات المتميزة.
يستخدم المهندسون المناطق الانتقالية ومناطق ما قبل الأرض داخل القالب. يدخل PVC المنصهر القالب تحت ضغط شديد. يؤدي انخفاض هذا الضغط على الفور إلى "انتفاخ القالب". ويتمدد البلاستيك بشكل غير متوقع عند الخروج. تعمل رؤوس القالب الهندسية على خفض الضغط تدريجيًا. تعمل منطقة ما قبل الأرض على تثبيت الذوبان قبل منطقة الأرض النهائية. هذا التخفيض يحد بشكل كبير من تضخم القالب. يمكنك تحقيق التفاوتات الصارمة المطلوبة للألواح الزخرفية المتشابكة.
يجب عليك قفل أبعاد الملف الشخصي مباشرة بعد البثق. التبريد ببطء شديد يسبب الترهل. يؤدي التبريد بسرعة كبيرة إلى حدوث ضغوط داخلية.
تستخدم الخطوط الحديثة جداول معايرة التبادل الفراغي والبارد والساخن بالتناوب. تقوم هذه الجداول بتأمين الأبعاد بسرعة. يقوم الفراغ بسحب البلاستيك الناعم مقابل قوالب معدنية دقيقة. الماء البارد يصلب الشكل على الفور.
ثم تواجه أنظمة السحب المزدوج. المرحلة الأولى تسحب الملف الشخصي باستمرار. المرحلة الثانية تعمل بشكل مختلف قليلا. إنه يزيل على وجه التحديد الإجهاد الداخلي المتبقي. تمنع هذه العملية المكونة من مرحلتين تشوه الزخارف الزخرفية النهائية.
تعتمد الموثوقية التشغيلية على المدى الطويل على المعادن. يجب أن تتعامل آلتك مع المواد الكاشطة يوميًا. تبدأ الصيانة الوقائية أثناء مرحلة اختيار المعدات.
غالبًا ما تستخدم التشكيلات الزخرفية أحمال حشو ثقيلة. تمثل الزخارف البلاستيكية الحجرية والبلاستيكية الثقيلة أمثلة رئيسية. يضيف المصنعون مستويات عالية من كربونات الكالسيوم (CaCO3). يقلل CaCO3 من تكاليف المواد الإجمالية بشكل كبير. كما أنه يزيد من صلابة الملف الشخصي النهائي. ومع ذلك، يعمل CaCO3 كمادة كاشطة شديدة داخل البرميل.
يجب عليك مطابقة درجة الفولاذ الخاصة بك مع صيغتك. إن اختيار المعادن الخاطئة يضمن فشل المعدات قبل الأوان. ينخفض الإخراج بسرعة مع تآكل البراغي.
تستخدم التكوينات القياسية الفولاذ المنترد 38CrMoAlA. تتعامل هذه السبيكة مع مادة PVC النقية بشكل مثالي. يفشل بسرعة تحت أحمال CaCO3 الثقيلة. تتطلب تطبيقات التآكل الثقيل براغي ثنائية المعدن. يجب أن تفكر في ترقيات SKD الفولاذية لهذه الوصفات. يصل الفولاذ SKD إلى صلابة 800-900HV. هذه الصلابة الشديدة تمنع تدهور المسمار المبكر.
نوع المعادن | مستوى الصلابة | أفضل تطبيق | ارتداء المقاومة |
|---|---|---|---|
38CrMoAlA (نيتريد) | ~800HV (السطح فقط) | PVC قياسي، حشو منخفض | معتدل |
طلاء ثنائي المعدن | ~850HV (الطبقة العميقة) | حشو CaCO3 متوسط | عالي |
SKD الصلب (ترقية) | 800-900HV (من خلال تصلب) | بلاستيك حجري عالي الكالسيوم | الحد الأقصى |
تعمل النماذج المخروطية ذات اللولب المزدوج عالية الكفاءة على تحسين سرعة الإنتاج. يمكنهم تحقيق سرعات مذهلة تصل إلى 4-6 أمتار في الدقيقة. علاوة على ذلك، تعمل الهندسة اللولبية المحسنة على إذابة البلاستيك عند درجات حرارة منخفضة. تقلل هذه الكفاءة من استهلاك الطاقة على المدى الطويل بنسبة تصل إلى 15%. يمكنك الحفاظ على إنتاجية عالية دون تضخيم فواتير الخدمات.
عملية البثق تخلق الهندسة الأساسية. الوحدات النهائية تجعل الملف الشخصي "مزخرفًا" حقًا. يمكنك تحديد هذه الوحدات بناءً على السوق المستهدف.
تتطلب العديد من الملفات الشخصية المميزة طبقات مادية متعددة. يمكنك استخدام الطارد الرئيسي لنواة القاعدة الهيكلية. يمكنك بعد ذلك إضافة جهاز بثق مشترك أصغر إلى الخط. تطبق هذه الآلة الثانوية طبقة خارجية متميزة. يمكنك تطبيق ASA المقاوم للطقس على PVC الخارجي. يمكنك أيضًا استخدام PMMA ملون شديد اللمعان للتزيين الداخلي.
يلف التصفيح فيلمًا زخرفيًا حول المظهر الخام. يجب عليك الاختيار بين نظامين لاصقين متميزين.
أنظمة الغراء البارد: توفر هذه الأنظمة وقتًا ممتازًا للتسوية. ينتشر اللاصق بسلاسة قبل الإعداد. يمكنك تحقيق لمسة نهائية خالية من الفقاعات على الأشكال الهندسية المعقدة. يقدم الغراء البارد أيضًا تكاليف طاقة أقل. يقدر المشغلون البيئة الخالية من الغازات السامة.
أنظمة الذوبان الساخن: تعطي هذه الأنظمة الأولوية للسرعة. توفر المادة اللاصقة أوقات معالجة سريعة بشكل لا يصدق. يمكنك نشر الذوبان الساخن لخطوط الإنتاج المستمرة عالية السرعة.
تتطلب بعض الملفات الشخصية أساليب جمالية مختلفة. تطبق الطباعة بالنقل الحراري المضمنة أنماطًا معقدة مباشرةً. طلاء زيتي لامع يغلق السطح المطبوع. ترى هذه العلاجات بشكل متكرر على ألواح السقف. كما أنها تهيمن على الألواح ونطاقات حواف الأثاث.
يجب عليك مطابقة مواصفات المعدات مع المنتجات النهائية المستهدفة. لا يمكن لآلة واحدة إنتاج كل ملف تعريف على النحو الأمثل. نقوم بتصنيف الخطوط حسب مخرجاتها الأساسية.
خط الإنتاج المستهدف | ميزة المعدات الأساسية | تحدي الإنتاج الأولي |
|---|---|---|
ألواح السقف والجدران البلاستيكية | يموت قذف اللوحة العريضة | يتطلب معايرة فراغية مستقرة للغاية لمنع انحناء السطح. |
ربط الحواف والالتفاف | قوالب عالية السرعة ومتعددة التجاويف | يتطلب التثقيب المضمن الدقيق وسرعات الطباعة المتزامنة. |
أبواب WPC وخطوط القطع | بكرات النقش المضمنة | يجب محاكاة قوام حبيبات الخشب الطبيعي مباشرة بعد البثق. |
البثق المشترك الناعم/الصلب | تزامن الطارد المزدوج | دمج مانع تسرب الطقس المرن (PVC/TPE الناعم) على قاعدة صلبة. |
تتعامل هذه الخطوط مع قذف اللوحة العريضة. تمثل مساحة السطح الواسعة تحديات تبريد فريدة من نوعها. أنت تحتاج إلى معايرة فراغية مستقرة للغاية. المعايرة الصحيحة تمنع انحناء السطح أثناء مرحلة التبريد. يظل التسطيح أمرًا بالغ الأهمية لتركيبات السقف المتشابكة.

هذه المنتجات تتطلب حجما هائلا. يستخدم المصنعون أجهزة بثق عالية السرعة ومتعددة التجاويف. يعمل تكوين 1-die-6-cavities على مضاعفة الإخراج بشكل كبير. يمكنك دمج هذا الإعداد مع التثقيب المضمن. يمكنك أيضًا دمج الطباعة المضمنة لإنتاج سلس.
تتطلب المركبات البلاستيكية الخشبية تركيبًا ثقيلًا. تقوم بتثبيت بكرات النقش المضمنة بعد القالب. تضغط هذه الأسطوانات بعمق على الملف الساخن. إنها تحاكي قوام حبيبات الخشب الطبيعي مباشرة بعد البثق. تحافظ المادة على هذا الملمس بشكل دائم عندما تبرد.
تتطلب العديد من التشكيلات الزخرفية إضافات وظيفية. غالبًا ما تحتاج زخارف النوافذ إلى إغلاق مرن ومتكامل للطقس. يمكنك تحقيق ذلك باستخدام PVC الناعم أو TPE. تعمل عملية البثق المشترك على ربط الختم الناعم بالزخرفة الصلبة بشكل دائم.
يتطلب اتخاذ القرار التجاري تقييمًا صارمًا للبائع. يجب عليك تقييم القدرات التقنية بشفافية. يتطلب الحصول على معدات موثوقة أكثر من مجرد مراجعة الكتيبات.
يجب عليك تقييم البائعين بناءً على قدراتهم الشاملة. هل يمكنهم توفير معدات مساعدة متزامنة؟ سوف تحتاج إلى خلاطات عالية السرعة للمواد الخام الخاصة بك. أنت أيضًا بحاجة إلى أدوات ثقب مضمنة ولحامات جانبية. يضمن مقدمو خدمات تسليم المفتاح أن جميع هذه الأجهزة تتواصل بسلاسة. غالبًا ما يؤدي الشراء المستقل إلى حدوث مشكلات في التكامل.
يمثل الاختبار أكبر استراتيجية لديك لتخفيف المخاطر. تحقق مما إذا كان البائع يوفر اختبار الصيغة أثناء اختبارات قبول المصنع (FAT). إن تشغيل PVC القياسي لا يثبت شيئًا إذا كنت تستخدم وصفات عالية الحشو. يجب عليك اختبار الصيغة الدقيقة الخاصة بك قبل الشحن.
بالإضافة إلى ذلك، ابحث عن شروط الضمان الواضحة. ركز بشكل خاص على الأجزاء عالية التآكل. الضمانات على إطار الآلة لا تعني سوى القليل جدًا. أنت بحاجة إلى حماية للبراغي والبراميل. تتعامل هذه المكونات مع معظم الضغوط اليومية.
تعمل الموثوقة ماكينة التشكيل الجانبي الزخرفي PVC على تحقيق التوازن بين ديناميكيات السوائل المتقدمة وعلم المعادن القوي. أنت بحاجة إلى رؤوس قوالب متخصصة للتعامل مع الأشكال الهندسية المعقدة. أنت تحتاج أيضًا إلى فولاذ قوي للتعامل مع الوصفات عالية الحشو. إن إقرانها بوحدات المعالجة السطحية الدقيقة يضمن نجاح السوق.
نحن نشجع المشترين على إنهاء المقطع العرضي الدقيق لملفهم الشخصي أولاً. استخدم رسومات CAD للتأكد من دقتها. يجب عليك أيضًا الانتهاء من صيغة المواد الخام، وتحديدًا نسبة الحشو. قم بذلك قبل طلب عروض أسعار البائعين. يحدد هذان العاملان الحاسمان حجم الطارد المطلوب. إنهم يحددون درجة الفولاذ الخاصة بك. كما أنها تحدد مدى تعقيد القالب الخاص بك للمضي قدمًا.
ج: تختلف قدرات الإخراج بشكل كبير بناءً على تكوين الجهاز. عادةً ما تنتج خطوط القطع الصغيرة حوالي 80 كجم / ساعة. على العكس من ذلك، يمكن أن تتجاوز الخطوط متعددة الألواح للخدمة الشاقة 1000 كجم/ساعة. يعتمد إنتاجك المحدد كليًا على نموذج الطارد المختار، وتعقيد القالب، وصياغة المواد الخام.
ج: في حين أن إطارات المعدات الرئيسية تبدو متشابهة، إلا أن الآليات الداخلية تختلف بشكل كبير. تستخدم تطبيقات PVC اللينة بشكل عام أجهزة بثق أحادية اللولب. تتطلب الملفات الشخصية الصلبة تكوينات مخروطية مزدوجة اللولب. علاوة على ذلك، فإن التصميمات اللولبية، ورؤوس القوالب، وطرق التبريد النهائية مخصصة تمامًا لكل نوع من أنواع المواد.
ج: يحدث الالتواء عندما يبقى الضغط الداخلي المتبقي في البلاستيك. يجب عليك التأكد من طول خزان التبريد المناسب لخفض درجة الحرارة بشكل كامل. والأهم من ذلك، تنفيذ نظام السحب على مرحلتين. تعمل المرحلة الثانية على إرخاء المادة، وتحرير الضغط الداخلي قبل أن يصل المقطع إلى منشار القطع.















